|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Acid Plant Database June 13, 2026
| Owner | Nyrstar |
|
| Location | Risdon
Road Lutana Tasmania 7009 |
|
| Background |
Formerly - Pasminco - Zinifex 2007 - Nystar today announced that as of 31 August 2007 it had taken ownership of the zinc and lead smelting and alloying assests of Umicore and Zinifex, thereby formally launching the company and creating the world’s largest zinc producer. |
|
| Website |
www.nyrstar.com www.nyrstarhobart.com |
|
| Plant |
1917 - 100 ton contact plant using sponge
platinum catalyst 1923 - Schmiedel-type erected. Modified into a Mills Packard chamber plant 1938 - 7th chamber plant commissioned 1948 - 1st contact sulphuric acid plant 1953 - 2nd contact sulphuric acid plant 1958 - 3rd contact sulphuric acid plant. Total capacity of three plants = 170,000 tons/a 1966 - 4th (No. 4 unit) contact sulphuric acid plant commissioned. Total capacity = 300,000 tons/a 1981 - No. 6 contact sulphuric acid plant commissioned. Equipped with mercury purification. No. 1 and 2 units shutdown 1992 - No. 5 unit |
|
| Plant No. 5 | - | |
| Coordinates | 42º 49' 53" S, 147º 18' 49" E | 42º 49' 52" S, 147º 18' 46" E |
| Type of Plant | Metallurgical | Metallurgical |
| Gas Source |
Zn Lurgi Roaster |
Zn Lurgi Roaster |
| Plant Capacity | 571 MTPD | - |
| SA/DA | - | - |
| Status | Operating | Operating |
| Year Built | 1992 | - |
| Technology | Outotec (Lurgi) | - |
| Contractor | Outotec (Lurgi) | - |
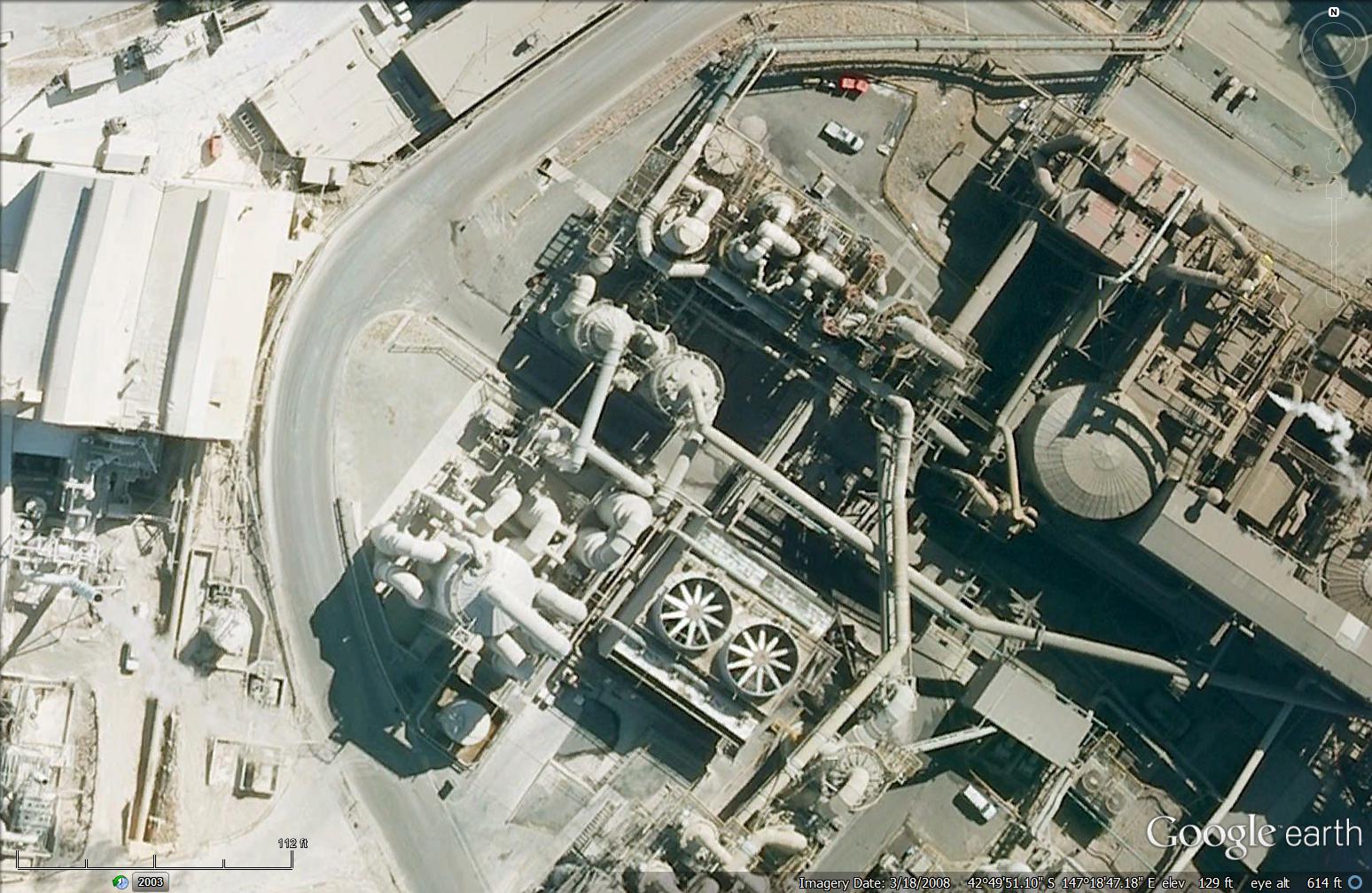
| Remarks | - |
2000 - Two gas/gas heat exchangers replaced by Chemetics (see picture) - Design of heat exchangers would facilitate the installation of a future DeNOx system |
| Pictures |
 |
  |

 |
||
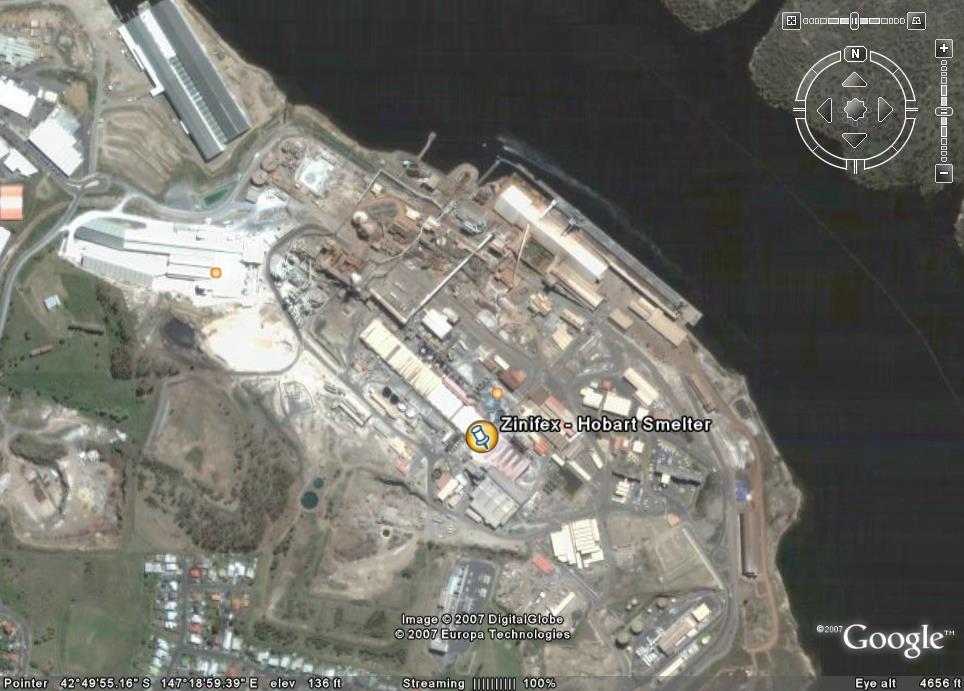
| General |
Zinifex's Hobart Smelter is located on the western bank of the River Derwent
in Hobart, Tasmania and uses the RLE process.
All Hobart operations and residue stockpiles are located on this site which
has a deepwater port with modern bulk handling equipment.
Zinc smelting at Hobart dates back to November 1916 when a small pilot plant
was built. Thereafter, it expanded rapidly and by the early 1920s, it was
the world's largest zinc smelter. Today Hobart is one of the largest zinc
operations in the world and produced more than 250,000 tonnes of zinc metal
during 2003 as well as other associated metals and by-products. Its key
products are SHG, CGG and EZDA.
Hobart's strategy is based on exporting premium products to growing markets
in Asia. Zinifex will seek to increase Hobart's EZDA producing capacity to
around 215,000 tonnes per year whilst managing Zinifex's costs and seeking
to leverage its competitive position as a major consumer of electricity.
Hobart will also seek to increase the proportion of the concentrate it is
able to treat from Century, an initiative Zinifex regards as essential in
order to allow Port Pirie to meet its commitment to eliminate paragoethite
residues by 2020.
The initiative will also accelerate recovery of contained metal from
historic on site by-product stockpiles. Operations Hobart sourced approximately 29% of its concentrate requirements from Rosebery and a further 10% from Century during 2003. Zinifex plans to increase Hobart's proportion of Century concentrates to 70% beyond 2007. Hobart is also integrated with the Port Pirie smelter, with the latter processing Hobart's paragoethite by-product as well as other leach product residues from historic stockpiles located on site. Due to Century's low iron content, Hobart's production of paragoethite will fall substantially as it increases the proportion of Century concentrates that it treats. This will free up processing capacity at Port Pirie and enable it to treat more of Hobart's historic leach product residues, which contain around 18% zinc compared to paragoethite's 17%. It will also assist in enabling Port Pirie to eliminate its paragoethite stockpiles by 2020. Production Hobart produces more than 250,000 tonnes of zinc metal per year, most of which are premium zinc alloy products. EZDA is Hobart's highest margin product of which, during 2003, it produced approximately 122,000 tonnes. Currently, the roaster limits production at Hobart. Zinifex has plans to increase production to 260,000 tonnes per year beyond 2005 through de-bottlenecking. Furthermore, it plans to increase EZDA production to 215,000 tonnes per year over approximately the next five years as part of its strategy of focusing on supplying high margin products into key growth markets. Hobart also produces more than 420,000 tonnes of high quality sulphuric acid per year and approximately 110,000 tonnes per year of paragoethite, which is shipped to Port Pirie for treatment. Port Pirie treats approximately 65% of this paragoethite, and stockpiles the remainder for later treatment. Hobart also produces approximately 28,000 tonnes of Lead Sulphate Leach Concentrate that is sold externally. Environmental Management The Hobart smelter Environmental Management System was recommended for ISO 14001 certification in October 2003. Despite the challenge of dealing with many historical and current environmental issues, Hobart has been recognised as a proactive environmental manager and has a strategy in place to eliminate stockpiles of a range of by-products and wastes and to manage contaminated storm water run-off and groundwater. A move to increase the proportion of concentrates it sources from Century will require additional SOx and NOx emission controls, but is an integral part of the Port Pirie by-product elimination plan. Capital Expenditure Hobart is expecting to spend around $50 million during 2004 and 2005, which includes $20 million for modifications necessary for Hobart to continuously process 70% of its concentrates from Century. Hobart plans to invest $1.9 million to increase its EZDA capacity to 185,000 tonnes in 2005 as the first stage of its plan to increase it to 215,000 tonnes. |
|
| References | - | |
| News |
June 10, 2026 - International
producer of critical and strategic minerals and metals Nyrstar, today
announced it has confirmed its next phase of transitionary funding from the
Australian, South Australian and Tasmanian Governments to progress its
Australian metals modernisation program. The AUD$105 million package
will support Nyrstar Australia to progress feasibility studies for
modernising its operations in Hobart and Port Pirie – positioning them to
compete in the next generation of global minerals and metals production and
continue providing an important sovereign capability for Australia.
The studies will help further define how Nyrstar can expand its production
of critical and strategic minerals and metals across its Australian
operations, building on the important steps it has already taken to
establish Australian commercial production of Antimony metal. In
parallel, the funding will support continued targeted investment in asset
integrity, including essential maintenance and reliability programs to
underpin ongoing safe and efficient operations that provide security for
Australian industry. Nyrstar Global Chief Executive Officer Guido
Janssen said the continued partnership with governments demonstrated the
strategic importance of Nyrstar’s Australian operations. “Advancing
these studies is a critical step in finalising the scope of major upgrades
needed and pinpointing the investment required to ensure a long-term future
for our assets in Port Pirie and Hobart,” Mr Janssen said. “These
sites are central to Australia’s industrial security, and the shared
commitment by Nyrstar and the Australian and State Governments of South
Australia and Tasmania, is an important step towards strengthening
Australia’s sovereign metals processing capability.” “Recent increased
volatility in the global security landscape reinforces the importance of
facilities such as ours in maintaining a critical supply of sulphuric acid
to a range of Australian manufacturing industries” “Modernising
Nyrstar’s operations is the key to enabling Australia’s expansion into new
critical and strategic minerals and metals production, while continuing to
deliver essential products that underpin a wide range of industries,
including zinc, lead and sulphuric acid.” March 12, 2025 - One of Tasmania's biggest employers, the Nyrstar zinc smelter on the banks of Hobart's River Derwent, says it will scale back production by a quarter. The company is blaming deteriorating market conditions and the company's financial losses. Nyrstar, which has been operating in Hobart for more than 100 years, produces zinc and other by-products, including copper sulphate, cadmium, gypsum and sulphuric acid. But from next month it will reduce production by 25 per cent until further notice. In a statement, the company said the decision followed a "through and extensive review" and was a "direct response to deteriorating market conditions and financial losses" afflicting the Netherlands-headquartered company. "Nyrstar's Australian assets continue to face significant financial challenges due to several external factors including worsening conditions in raw material markets, negative treatment charges, and increased costs," the statement read. The plant employs about 550 workers, but the company said there were no "immediate" plans to cut jobs. It is unclear how long the reduction will be in place, with Nyrstar Hobart general manager Todd Milne saying it hinged on future markets and operating conditions.
August 15, 2012 - A faulty transformer has been blamed for a gas leak at a Hobart zinc plant which forced thousands of residents and students indoors. The Environment Protection Authority is investigating the release of sulphur trioxide and sulphur dioxide at the Nyrstar smelter about 9:00am. Parts of the smelter were evacuated and residents of Lutana, Cornelian Bay, Risdon and Lindisfarne were warned to stay indoors in case winds blew the potentially dangerous chemical into their suburbs. Emergency crews gave the all-clear about mid-morning. Nyrstar's general manager, Jeremy Kouw, says a transformer in the smelter failed, cutting power. "The issue is that we get an internal power spike and that's basically tripped a lot of the motors," he said. Managers released a cloud of sulphur dioxide and sulphur trioxide to protect employees after the power failure stopped an acid plant. Mr Kouw says for the safety of employees, it was important to keep some gases flowing through the plant. "For about 30 minutes this morning we had a visible emission of processed gas after the power failure," he said. "That's a mixture of sulphur dioxide and sulphur trioxide. It's mainly sulphur dioxide that's been emitted to atmosphere." The company has acknowledged a series of loud sirens which followed the leak added to community angst. A loud bang was heard across the River Derwent shortly before 9:00am. A gas plume followed and was visible for about 30 minutes. Mr Kouw says the company restarted the affected machinery, causing loud sirens to ring but says they are part of operational safety. "The siren just alerts people to the fact that a piece of rotating equipment is about to start." Nyrstar says it will consult the community as part of its investigation into the incident. "We're obviously really keen to work cooperatively with all the community," Mr Kouw said. "So our social licence to operate is dependent on the relationship we have with our community." "We've got a good relationship and in circumstances like this it's an opportunity for us to work out what we can do better next time. "The spill also forced 2,500 school students indoors. The Education Department's Judy Travers says affected schools responded quickly. "As soon as the police advised us, we rang every principal and school office in a three kilometre radius of the site, as well as schools on eastern shore as a precautionary measure." "Our advice for them was certainly to keep all students in at recess and to have our windows shut and all air conditioning turned off." There were no reports of injuries. A chemical expert says the effect of the gases can be severe. Professor of Chemistry at the University of Tasmania, Paul Haddad, says if anyone had been walking past at the time, it would not have been pleasant. "[Sulphur trioxide] its problems relate to the fact that as soon as it contacts water it becomes sulphuric acid," he said. "So sulphur trioxide is the precursor to acid rain. If you breathe in sulphur trioxide, as soon as it contacts your nose, or your moth throat and lungs, it forms sulphuric acid in situ, and it's extremely acrid and unpleasant and dangerous." Two years ago, one worker at the plant was affected by sulphur dioxide gas when a power surge triggered a shut down.
J |
|
MTPD - Metric Tonne per Day
STPD - Short Ton per Day
MTPA - Metric Tonne per Annum STPA - Short Ton per
Annum
SA - Single Absorption
DA - Double Absorption
* Coordinates can be used to
locate plant on Google Earth
