|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Contact Section -
Gas-to-Gas Heat Exchangers - Maintenance
February 25, 2011
|
Introduction Typical Top Tubesheet Corrosion SO3 Cooler Weld Corrosion Sulphate Deposits SO3 Coolers |
Associated Links |
Gas-to-gas heat exchangers are critical to the proper and efficient operation of an acid plant. Their function is to exchange heat from one gas to another gas. Problems in the heat exchangers can lead to unnecessay shutdowns and costly repairs or replacements. Maintaining the heat exchangers in good working order is important to ensuring reliable operation of the entire plant.
|
Typical Top Tubesheet Corrosion The image illustrates the corrosion of a typical carbon steel tube sheet of a gas-to-gas heat exchanger. |
|
SO3
Cooler Weld Corrosion The image shows the corrosion of a tube-to-tubesheet weld of a carbon steel SO3 Cooler. The cause of the corrosion was probably a poor weld which was susceptible to acid attack. |
|
Sulphate Deposits Sulphate deposits in heat exchangers are typical in Cold, Cold Interpass and SO3 Cooler duties. Sulphates are formed by the corrosion of the carbon steel by sulphuric acid that has condensed from the gas or carried over from a strong acid tower. Sulphates will fould both the shell and tube side of the exchanger leading to higer pressure drops and reduced thermal performance. Tube side depsoits are easily removed but shell side deposits are more difficult to remove. (See Washing Heat Exchangers) Heat exchangers should be inspected during each shutdown for buildup of sulphates and the exchangers cleaned if deposits are excessive. Sulphates can be reduced by eliminating the carry-over of acid from the towers or prevent the condensation of acid in the exchangers. The problem of carry-over is addressed by improving mist elimination or minimizing droplet and mist formation. Condensation is a more difficult problem to resolve. Operating temperatures in Cold and Cold Interpass exchangers are generally fixed and cannot be changed. Cooling air to SO3 Coolers can be preheated to a certain degree to increase the tube wall temperature but this will have an affect on the thermal performance of the unit. Changing the material of construction to stainless steel is another method of preventing the formation of sulphates. |
|
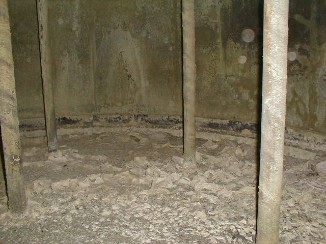
SO3
Coolers SO3 Coolers cool process gas using ambient air or air that has been preheated. Preheating the air before it enters the cooler inceases the tube wall temperature to minimize condensation of acid from the process gas. The two photos opposite are of the lower tubesheet of an SO3 Cooler. Process gas flows down the tubes and cooling air flows up the shell side. The portion of the tubesheet that is plugged with sulphates is the region of the tube bundle where the preheated ambient air enters on the shell side. It is apparent that even though the air is preheated, the tube wall temperature is still low enough for acid condensation to occur. As the air cross the tube bundle it is heated further and the temperature of the tube wall increases. At the side opposite the air inlet no acid condensation occurs and the tubes are sulphate free. |