|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Storage/Loading/Unloading -
Storage Tanks - Welds
April
2, 2008
|
Introduction Weld Slag Inclusions and Porosity Pitting Galvanic Corrosion Poor Weld Penetration Cracking of Welds |
Associated Links |
The quality of the weld is also very important regardless of which method is
used to construct the tank bottom.
Welds containing excess slag and porosity and other defects are susceptible to a
number of problems that can result in leaks.
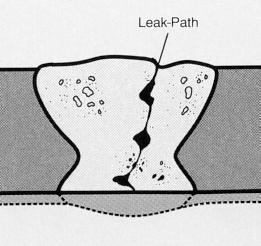
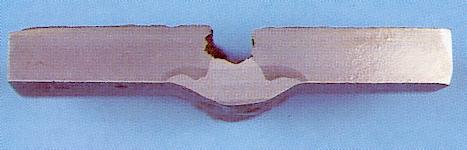
Weld Slag Inclusions and Porosity
As a tank undergoes uniform corrosion, defects in the welds such as slag
inclusions and porosity will be exposed.
Weld slag will leach out leaving a cavity that becomes a leak path for the acid
to penetrate further into the weld.
Over time further corrosion of the weld may result in an acid leak.

Welds may be subject to severe pitting while the surrounding plate is left
virtually untouched. Severe pitting
in combination with other weld defects may accelerate the formation of acid
leaks.
Variation between the weld and plate material can create potential differences that result in galvanic corrosion. If the weld is anodic and the surrounding plate cathodic, the weld will preferentially corrode.

If the opposite occurs, the surrounding plate will corrode faster than the weld. This results in the weld standing above the surrounding
plate.
Full penetration welds are required to avoid the formation of crevices between
the plates. This is problem with
double welded butt joints and fillet welded shell-to-bottom joints.
The interior weld will eventually corrode to the point where the crevice is
exposed. This will allow acid to
enter the crevice and travel to any point along the crevice.
The result is the outside
weld will begin to corrode earlier than if the crevice did not exist.
Any acid leaks may occur some distance from the original point at which the acid
penetrated the inner weld making it difficult to find and repair the leak
properly. The crevice will only be
evident when the inner weld has corroded sufficiently to expose the crevice.
At this point only the outside weld is left to hold the plates together.
Cracking of welds are rare but can occur due to the following: