|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


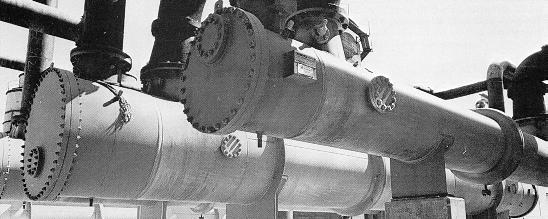
Strong Acid System -
Acid Cooling - Shell and Tube
February 4, 2003
|
Introduction Temperature Limitations Water Flow Rates Extended Shutdown |
Associated Links |
In the mid 1960's CIL (Canada) began the search for a better alternative. After many years of development work and testing, the anodically protected shell and tube stainless steel acid cooler was introduced to the industry. The shell and tube units were more compact than the cast iron coolers and the all welded construction virtually eliminated the potential for leaks. The key to the success of the shell and tube acid cooler is the use of anodic protection.
A fairly recent advancement are shell and tube coolers constructed entirely of high silicon stainless steels such as Sandvik SX. Using this material eliminates the need for anodic protection. Acid is no longer restricted to the shell side of the exchanger as is the requirement for anodically protected acid coolers.
Anodic protection significantly increases the temperature limits for which stainless steel can be used in acid service without the initiation of corrosion. Safe design limits have been established and should not be exceeded during operation. The maximum operating temperature is a function of the acid concentration. Lower acid concentrations correspond to lower maximum temperature limits. It is important to note that if during operation the acid strength should drop, then acid temperature must be lowered accordingly.
Under no circumstances must the acid concentration be allowed to fall below 90% H2SO4.
| Acid Concentration | Maximum Temperature |
| 93% H2SO4 | 71°C (160°F) |
| 96% H2SO4 | 93°C (200°F) |
| 98.5% H2SO4 | 113°C (235°F) |
The acid cooler is designed for high water flow rates through the tubes. The high velocity minimizes scale formation and ensures that the tube walls are maintained as cool as possible. During operation the water valves to the cooler must be fully opened. Temperature control of the acid must be made using the acid bypass around the cooler, never a tube (water) side bypass. The cooling water flow should never be throttled.
The easiest method of determining if there is adequate water flow through the tube side of the cooler is to measure the pressure drop across the cooler. If the pressure drop is above the design pressure drop then the water flow will be adequate providing the cooler is not heavily fouled or tubes are blocked.
The acid cooler should not be drained of acid unless it is necessary to perform repairs or maintenance. It is preferable to blank the acid lines after the coolers have been filled with 98% H2SO4 than to empty, wash and neutralize the coolers.
If it is necessary to shut down and drain the cooler shell side for a period exceeding two (2) weeks, neutralize the cooler shell side with a 2% caustic solution and refer to the procedure detailed under shell side cleaning.
The tube side should be prepared in the following manner for an extended shut down:
a)
The tubes should be high pressure washed
b) Introduce
a 2% caustic solution to the tube side and hold for four (4) hours and then
drain.
c) Dry the
tubes with forced air circulation
d) Blank the
cooler water inlet and outlet nozzles
CAUTION: Ensure that weak acid cannot enter the coolers. The coolers should be blanked off or the piping disconnected. Under no circumstances, should water or a neutralizing solution be left in the cooler.