|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Strong Acid System - Piping
December 20, 2005
Piping is used to convey fluid from one location or vessel to another location. Without piping there would be no process. The importance of piping is equal to that of any piece of equipment. Liquid must be conveyed safely, efficiently and economically from one point to another.
Materials used for acid piping have evolved with the design of acid plants over the years and with the introduction of new materials.
The two most common materials used for the main acid circulating lines are cast/ductile iron and alloy materials. The main differences, advantages and disadvantages are listed in the following table.
|
Grey Cast Iron/Ductile
Iron |
Alloy System |
| High potential for
leaks due to large number of flanges |
Piping is welded with
minimum number of flanges thus minimizing the chances of leaks |
| High corrosion rates,
up to 2.0 mm/year (80 mpy) or high in turbulent areas |
Low corrosion rates,
typically < 0.1 mm/year (4 mpy) |
| High installation
cost due to heavy weight and large number of items |
Low weight.
Piping can be shop spooled to minimize field installation costs. |
| High maintenance cost |
Minimal maintenance
required. |
| Require large
inventory of fittings |
Inventory of spare
parts is minimal |
| Low velocities (i.e.
large pipe diameters to avoid excessive corrosion and erosion rates |
Higher design
velocities are permitted thus reducing line sizes. |
| Low ductility.
Risk of brittle failure especially with cast iron |
High ductility which
minimizes risk of brittle failure |
Acceptable velocities in acid piping will depend on a number of different factors such as:
The following are general guidelines for maximum design velocities in various pipe materials.
Carbon steel is by far the most economical material of construction for conveying strong sulphuric acid but it has its limitations in terms of operating conditions which limits its use to but a few areas of the plant. Carbon steel in the presence of strong sulphuric acid will corrode to form a thin film of iron sulphate on the surface of the metal. It is this film of corrosion product that once formed prevents further corrosion of the underlying material. However, this protective film is very unstable an is easily disturbed and removed. It is this reason that the use of carbon steel is limited to handling acid at ambient temperatures and low velocities such as in product acid transfer and loading lines.
The acid velocity in the line should not exceed 0.5 m/s (1½ ft/s).
The permissible velocity in Mondi™ piping varies with the line size and temperature. The velocities given in the following table are maximums.
Line Size Temperature <90°C (<194°F) >90°C (>194°F) 6" 1.5 m/s (5.0 ft/s) 1.5 m/s (5.0 ft/s) 8" 1.8 m/s (6.0 ft/s) 1.8 m/s (6.0 ft/s) 10" 2.1 m/s (6.9 ft/s) 2.1 m/s (6.9 ft/s) 12" 2.3 m/s (7.7 ft/s) 2.3 m/s (7.7 ft/s) 14" 2.6 m/s (8.5 ft/s) 2.6 m/s (8.5 ft/s) 16" 2.8 m/s (9.3 ft/s) 2.6 m/s (8.5 ft/s) 18" 3.0 m/s (10.0 ft/s) 2.6 m/s (8.5 ft/s) >20" 3.0 m/s (10.0 ft/s) 2.6 m/s (8.5 ft/s) For all practical purposes there is no upper limit to the acid velocity in SX piping but generally velocities in the range of 2 to 3 m/s are used for pressure drop reasons.
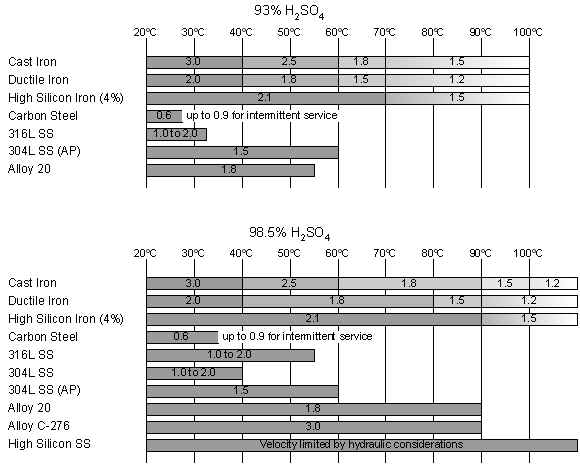
The following figure shows maximum recommended acid velocities in various materials and at various temperatures. The change in velocity at a particular temperature is not exact and should only be used as a guideline.
The weak point in any piping system are the connections between spool pieces, in-line instruments, valves, and equipment. When the fluid being carried is not dangerous, leaks at these connections is not a critical safety issue, however, when the fluid is hot concentrated sulphuric acid, safety becomes a major concern.
In acid piping systems all connections should be flanged connections. Screwed connections are not recommended under any circumstance. Leak may occur at the flange connections due to corrosion, wearing out of the gasket, poor or inproper installation. If the system operated under high pressure, leaks may result in acid spraying out into the operating area.
This hazard can be mitigated by the use of flange guards. Flange guards is a safety shield that complete encloses the flange preventing the sprayout of acid. The spray is contained and is converted into a drip which is less hazardous.
There are two opinions as to whether or not sulphuric acid lines should be flushed with water and/or subjected to hydrotesting during construction. The concern is that if water remains in the lines when sulphuric acid is introduced, there may be a violent reaction due to the sudden mixing of water and acid. As well, the formation of weak acid in the system may lead to increased corrosion and eventual leaks. Alloy piping system are more easily damaged by weak acid than ductile iron systems.
The case for flushing and hydrotesting acid lines is that leaks can be detected before acid is introduced thereby reducing hazards during the initial filling and circulation of acid in the lines. This is of particular advantage for ductile iron piping systems which have flanges at each fitting and spool piece. For alloy piping systems the number of flanges is greatly reduced so the need to hydrotest the system is less.
Flushing and hydrotesting can be done safely provided certain precautions are taken. The first step is done during the design phase when the piping is laid out. Low points and pockets should be avoided and if they are present, a drain should be provided. After flushing and hydrotesting the lines, all water must be drained from the system and the line purged with air until all moisture has been removed.