|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Contact Section -
Gas-to-Gas Heat Exchangers - Fabrication
February 25, 2011
|
Introduction Field Installing Tubes Roller Expanding of Tubes |
Associated Links |
It is desirable to fabricate the entire gas-to-gas heat exchanger in a fabrication shop where the fabrication process can be closely controlled and monitored. The completed exchanger is then shipped as a completed unit for erection on site. In some cases the exchanger is so large that it cannot be shipped in one piece. In this case nozzles, vestibules and bustles can be left off and installed in the field. It is still desirable to completely fabricate the tube bundle complete with shell if possible since this allows the tube-to-tubesheet joint to be done in the shop.
In some cases the size or weight of the exchanger will require the unit to be field fabricated. Field fabrication is more time consuming and costly as well as being more difficult to control the quality of the fabrication.
|
Installation of tubes in the field can be done with the exchanger in the vertical position. This may be necessary if the total weight of the exchanger exceeds the maximum lifting capacity of the available crane. The top head or vestibule is left off to provide access to the top tubesheet for inserting the tubes down through the exchanger. A custom tube lifting platform is used to lift a large number of tubes up by crane to facilitate fast installation of the tubes. |
|
|
| A custom tube lifting platform was created to lift up to 132 tubes at a time. The tubes are held in place with a bolt tightened against the tube. A worker is required on top of the platform to release the each tube while workers below guide the tube into the tubesheet hole and down through each baffle to the lower tubesheet. | |
|
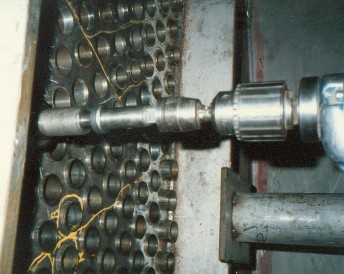
Roller expanding of tubes into the tubesheet is a common method for securing the tubes to the tubesheet. For gas/gas exchangers, grooving of the tubesheet is generally not required. The exchanger is generally in the horizontal position so workers are working against the vertical face of the tubesheet. |
|
The roller expander is inserted
into the tube. Care is required to ensure that the roller expander does
not extend past the back side of the tubesheet. Only the portion of tube
that is in contact with the tubesheet is expanded. The portion of tube
beyond the tubesheet is should not be expanded. A heavy duty electric drill is used to drive the roller expander. |
|
A torque wrench is used to verify the torque used to expand the tubes. This ensure that the joint is sound and will not leak. |
|
The tubes must be positioned correctly in the tubesheet before expanding the tube. The tube is positioned by hand using a vice-grip to ensure that the tube projects from the tubesheet the required distance. |