|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Strong Acid System -
Towers
- Packing
December 12, 2002
|
Introduction Packing Comparisons Installation |
Associated
Links
Pressure Grouting |
Packing in an acid plant tower serves to bring into intimate contact, gas and acid to promote more efficient mass and heat transfer. To achieve this requirement, the following properties are desired:
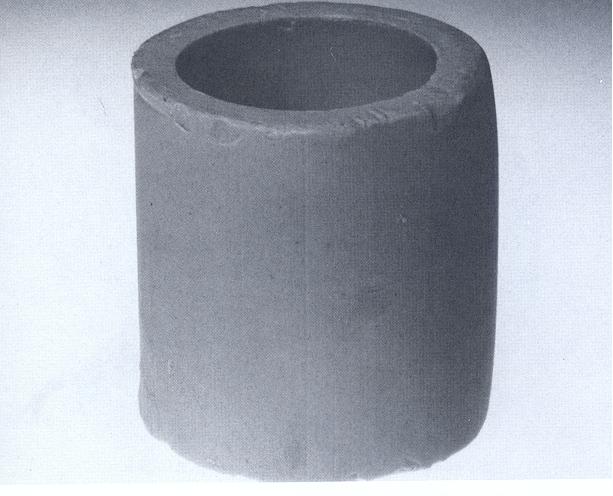
Early packings were simply randomly shaped ceramic pieces dumped in a tower. Pressure drops were high and mass transfer efficiency relatively low. Early plants were small so these drawbacks were not critical. As plant size increased, the deficiencis of the early packings became more noticeable. The design and operation of towers was revolutionized by the introduction of the Raschig ring. The rings were uniform in shape so tower performance was predicatable and consistent.
 The
next advancement in tower packings was the introduction of the saddle. The
saddle offered further improvements in mass transfer efficiency and lower
pressure drop. Today, saddles are still the standard for acid plant
towers. The term 'Intalox' is oftened used to reference saddles in
general but the term 'Intalox' is actually a tradename belonging to Norton.
Other equivalent names are Novalox and Flexisaddle (Koch). There are also
generic type saddles available from various manufacturers. Different
saddles may appear similar but care should be taken to ensure the product will
perform as anticipated. The basic characteristics of the packing (i.e.
pieces/volume, specific surface area, bulk density, etc. should be examined and
check against the parameter assumed in the design of the tower. As well,
the mechanical properties and dimensions of the saddles should be checked
against the standard. Wall thicknesses may vary considerably resulting in
a saddles that may appear similar to another manufacturer's saddle but is not as
robust and may be subject to chipping nd breakage.
The
next advancement in tower packings was the introduction of the saddle. The
saddle offered further improvements in mass transfer efficiency and lower
pressure drop. Today, saddles are still the standard for acid plant
towers. The term 'Intalox' is oftened used to reference saddles in
general but the term 'Intalox' is actually a tradename belonging to Norton.
Other equivalent names are Novalox and Flexisaddle (Koch). There are also
generic type saddles available from various manufacturers. Different
saddles may appear similar but care should be taken to ensure the product will
perform as anticipated. The basic characteristics of the packing (i.e.
pieces/volume, specific surface area, bulk density, etc. should be examined and
check against the parameter assumed in the design of the tower. As well,
the mechanical properties and dimensions of the saddles should be checked
against the standard. Wall thicknesses may vary considerably resulting in
a saddles that may appear similar to another manufacturer's saddle but is not as
robust and may be subject to chipping nd breakage.
 Small
improvements and variations have been made to the basic saddle shape to further
enhance the packing performance. Norton developed Super Intalox saddles
which incorporated scallops or ridges along the curved edge of the saddle.
As well, small holes were introduced in the body of the saddle. These
modifications were intended to improve mass transfer efficiency and reduce
pressure drop. The scallops creates points at which liquid droplets can
form and fall to next piece of packing, exposing new liquid surface
for mass transfer. The holes allow gas to more easily flow through the
packing resulting in less pressure drop. The packing has not been widely
used in the industry even though the performance data shows an improvement over
regular saddles.
Small
improvements and variations have been made to the basic saddle shape to further
enhance the packing performance. Norton developed Super Intalox saddles
which incorporated scallops or ridges along the curved edge of the saddle.
As well, small holes were introduced in the body of the saddle. These
modifications were intended to improve mass transfer efficiency and reduce
pressure drop. The scallops creates points at which liquid droplets can
form and fall to next piece of packing, exposing new liquid surface
for mass transfer. The holes allow gas to more easily flow through the
packing resulting in less pressure drop. The packing has not been widely
used in the industry even though the performance data shows an improvement over
regular saddles.
 Another
variation of the basic saddle shape is the CECEBE HP™ packing. The packing is
characterized by its larger size, larger rectangular holes and scalloped edges.
These features are similar to the Super Intalox saddles but are magnified in
terms of size.
Another
variation of the basic saddle shape is the CECEBE HP™ packing. The packing is
characterized by its larger size, larger rectangular holes and scalloped edges.
These features are similar to the Super Intalox saddles but are magnified in
terms of size.
 A
complete departure from random packing is structured packing. The packing
comes in 1 cubic foot block and is stack in the tower so that each layer is
orientated 90 degrees to the layer above or below it. At the edge of the
tower the packing can be shaped to the contour of the inside curvature or the
gap filled with smaller packing to prevent gas bypassing. Structured
packing exhibits extremely low pressure drops. Liquid and gas divided and
recombined by the packing thus providing the high mass transfer rates by
continuously renewing the liquid surface. The packing has not caught on
for new tower installations because of its high cost but has found a niche in
the plant upgrade market. Installing structured packing can allow a tower
to handle a high gas flow without the need to completely replace the tower.
In these cases, the packing cost is small compared to the cost of a new tower
designed for a higher capacity.
A
complete departure from random packing is structured packing. The packing
comes in 1 cubic foot block and is stack in the tower so that each layer is
orientated 90 degrees to the layer above or below it. At the edge of the
tower the packing can be shaped to the contour of the inside curvature or the
gap filled with smaller packing to prevent gas bypassing. Structured
packing exhibits extremely low pressure drops. Liquid and gas divided and
recombined by the packing thus providing the high mass transfer rates by
continuously renewing the liquid surface. The packing has not caught on
for new tower installations because of its high cost but has found a niche in
the plant upgrade market. Installing structured packing can allow a tower
to handle a high gas flow without the need to completely replace the tower.
In these cases, the packing cost is small compared to the cost of a new tower
designed for a higher capacity.
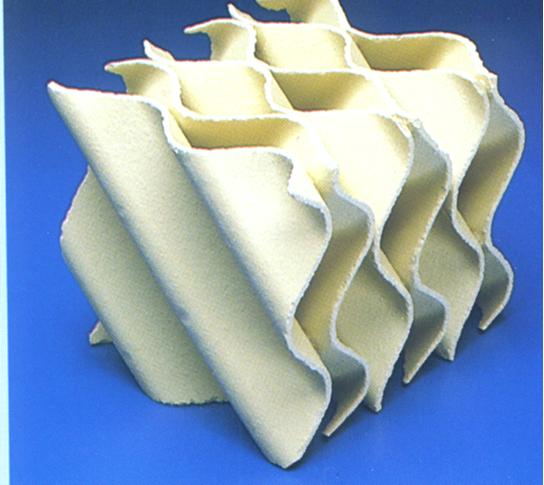
 Another
relatively new packing is WavePak™ available from Monsanto. The packing
gets its name from the unique shape of the packing which is a complete departure
from the traditional saddle shape.
Another
relatively new packing is WavePak™ available from Monsanto. The packing
gets its name from the unique shape of the packing which is a complete departure
from the traditional saddle shape.
 The
newest packing to hit the market is from Koch Knight LLC which already market a
line of packing under the tradename Flexisaddle™. The newest packing is
Flexisaddle™ LPD (low pressure drop) (patent applied for) which is basically a
saddle shaped random packing with holes in the surface of the saddle. A
significant difference is a rib in the middle of the saddle which appears to
extend the surface area available for each piece of packing. The added
surface area combined with the numerous holes appears to give the packing the
low pressure drop and high performance (i.e. high mass transfer rates) claimed
by Koch Knight LLC.
The
newest packing to hit the market is from Koch Knight LLC which already market a
line of packing under the tradename Flexisaddle™. The newest packing is
Flexisaddle™ LPD (low pressure drop) (patent applied for) which is basically a
saddle shaped random packing with holes in the surface of the saddle. A
significant difference is a rib in the middle of the saddle which appears to
extend the surface area available for each piece of packing. The added
surface area combined with the numerous holes appears to give the packing the
low pressure drop and high performance (i.e. high mass transfer rates) claimed
by Koch Knight LLC.
Random Packing
| Type | Saddle | Saddle | WavePak™ | Super Intalox | Rashig Ring | HP™ Saddle |
| Size | 3" | 2" | - | No. 2 | 75x75x9.5 mm | 3" |
| Pieces per (ft³) | 53 | 266 | 26 | - | 48 | 38 |
| Pieces per (m³) | 1870 | 9400 | 918 | - | 1700 | 1342 |
| Bulk Density (lb/ft³) | 36.8 | 47.4 | 38 | - | 368 | 26.6 |
| Bulk Density (kg/m³) | 590 | 760 | 608 | - | 498 | 426 |
| Surface Area (ft²/ft³) | 28 | 36 | 16.5 | - | 19 | 18.3 |
| Surface Area (m²/m³) | 92 | 118 | 54 | - | 62 | 60 |
| Void (%) | 80 | 79 | - | - | 75 | 81.5 |
| Packing Factor (1/ft) | 21 | 40 | 18 |
30 | 37 | - |
| Packing Factor (1/m) | 70 | 130 | - |
98 | 120 | - |
Structured Packing
| Type | Type 88 | Type 48 | Type 28 | - | - | - |
| Bulk Density (lb/ft³) | 21 | 32 | 48 | - | - | - |
| Bulk Density (kg/m³) | 336 | 513 | 769 | - | - | - |
| Surface Area (ft²/ft³) | 31 | 48 | 86 | - | - | - |
| Surface Area (m²/m³) | 102 | 157 | 282 | - | - | - |
| Void (%) | 85 | 77 | 72 | - | - | - |
| Packing Factor (1/ft) | - | - | - | - | - | - |
| Packing Factor (1/m) | - | - | - | - | - | - |
Installation of random packing is important in order to prevent gas or liquid channelling, high pressure drops and broken or chipped packing. To ensure a uniform density throughout the bed the packing should be installed evenly across the the entire cross-section of the tower. Large piles or mounds of packing should be avoided. If the density of the bed is different in one area, gas or liquid channelling may occur.
Packing should be carefully laid or poured out from the box or bag onto the surface of the packing already in the tower. The packing should never be dumped from any great height. Small chips created from improper handling have been known to plug pump strainers, acid coolers and acid distributors.
Installers should not stand directly on the packing but on plywood boards laid on top of the packing surface. The plywood serves to spread out the weight which will avoid further chipping and breakage of the packing.
Ensure that all boxes and bags are removed from the tower as soon as they are empty. Ensure that no plywood, rope, or other construction material gets buried in the packing all debris is removed from the tower.
The tower should always be packed up to the required level as shown on the drawings. Usually extra packing is order to allow for settling and breakage. The volume of the packaging will not equal the volume of the tower. The wall effects of the smaller packaging results in a different volume when the packing is installed in the tower.
Standards
ASTM C515 provides a standard for ceramic random packing in terms of the chemical composition, physical size of the packing and the number of pieces in a given volume which ensures a minimum quality for the packing. The standard does not cover properties that affect actual operational performance (i.e. pressure drop, mass transfer, etc.)
