|
||
| Sulphuric Acid on the WebTM | Technical Manual | DKL Engineering, Inc. |
Knowledge for the
Sulphuric Acid Industry
![]()
Sulphuric Acid on the Web
Introduction
General
Equipment Suppliers
Contractor
Instrumentation
Industry News
Maintenance
Acid
Traders
Organizations
Fabricators
Conferences
Used
Plants
Intellectual
Propoerty
Acid
Plant Database
Market
Information
Library
Technical Manual
Introduction
General
Definitions
Instrumentation
Plant Safety
Metallurgial
Processes
Metallurgical
Sulphur Burning
Acid Regeneration
Lead Chamber
Technology
Gas Cleaning
Contact
Strong Acid
Acid Storage
Loading/Unloading
Transportation
Sulphur
Systems
Liquid SO2
Boiler Feed Water
Steam Systems
Cooling Water
Effluent Treatment
Utilities
Construction
Maintenance
Inspection
Analytical Procedures
Materials of Construction
Corrosion
Properties
Vendor Data
DKL Engineering, Inc.
Handbook of Sulphuric Acid Manufacturing
Order
Form
Preface
Contents
Feedback
Sulphuric Acid
Decolourization
Order Form
Preface
Table of Contents
Process Engineering Data Sheets - PEDS
Order
Form
Table of Contents
Introduction
Bibliography of Sulphuric Acid Technology
Order Form
Preface
Contents


Strong Acid System - Absorption Systems
September 27, 2003
|
Introduction |
Associated Links |
The Absorbing Acid System absorbs the sulphur trioxide (SO3) that is formed in the converter to produce sulphuric acid. The reason for absorbing the SO3 is to achieve the desired production of sulphuric acid and to avoid environmental problems that would result if the SO3 were allowed to exscape to the environment. Efficiently absorbing the SO3 will also help to maintain a clear stack by avoiding the formation of sub-micron mist particles that would form the moment the SO3 containing gas leaves the stack and reacts with the moisture in the air.
A typical Absorbing Acid System consists of the following items of equipment:
a) Absorbing Tower
A typical Absorbing Tower is a vertical cyclindrical vessel designed to contact process gas and strong sulphuric acid (98.5% H2SO4) for the purpose of absorbing SO3. The tower may be constructed of specialty alloys or the more traditional brick lined carbon steel. The tower will be equipped with a packing support, packing, acid distributor, and mist eliminator.
A pump tank is required to hold the acid that is circulated in the Absorbing Acid System. The pump tank may be constructed of specialty alloys or the more traditional brick lined carbon steel. The pump tank holds sufficient acid to enable the circulating pumps to operate and provides sufficient room to hold the acid that drains down out of the system when the circulation is shutdown. In some designs the pump tank is a standalone vessel or can be partially or fully integrated with the Absorbing Tower as is the case in a pump boot arrangement.
c) Acid Pumps
An acid pump is required to circulate the acid from the pump tank up to the distributor inside the Absorbing Tower. The acid flows by gravity over the packing and drain out the bottom or side of the Absorbing Tower back to the pump tank. The pump can be a vertical submerged centrifugal pump in which case it would be mounted in the pump tank. External vertical centrifugal pumps are also available as well as horizontal centrifugal pump types, although the latter is uncommon.
d) Acid Cooler
The absorption of water into sulphuric acid is an exothermic reaction and will cause the temperature of the acid to rise unless the heat of absorption is removed. The heat is typically removed in either a plate heat exchanger or anodically protected shell and tube heat exchanger.
e) Piping
Acid piping is required to carry the acid from one piece of equipment to the next. Materials vary considerably depending on the acid concentration, temperature and cost.
f) Instrumentation and Controls
Instrumentation and controls are required to monitor the operation of the system and control its operating parameters. Acid concentration, flow and temperature are the most important factors in ensuring the system is performing its function of gas drying as efficiently as possible.
The absorption of SO3 from the gas relies on equilibrium factors as described in the section Absorption and Stripping. There are many physical factors that affect the degree of absorption that will occur in a tower. One of the primary factors is the vapour pressure of sulphur trioxide/sulphuric acid above the acid.
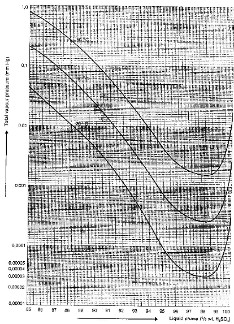 Absorber
towers operate in a relatively narrow range of concentration and temperature for
effective absorption of SO3. This is apparent when you
look at a plot of the total vapour pressure versus acid concentration
curve. In a concentration range of 97.5% to 98.5% the equilibrium vapour
pressure above sulphuric acid reaches a minimum. Operation in this acid
concentration range will result in the maximum absorption of SO3.
Absorber
towers operate in a relatively narrow range of concentration and temperature for
effective absorption of SO3. This is apparent when you
look at a plot of the total vapour pressure versus acid concentration
curve. In a concentration range of 97.5% to 98.5% the equilibrium vapour
pressure above sulphuric acid reaches a minimum. Operation in this acid
concentration range will result in the maximum absorption of SO3.
The vapour pressure curves (better curve to follow) indicate that the lower the acid temperature, the lower the vapour pressure above the acid. This would imply that operating the absorber system at lower temperatures would result in better absorption, however, this is not the case. At lower temperatures other physical properties such as density and viscosity begin to affect the absorption process in a negative manner.
Industry practice is to operate the absorber system with acid inlet temperatures in the range of 65 to 85°C. In North America, plants operate at the higher end of the temperature range, nominally 80°C. In Europe, operation at the lower end of the temperature range is more typical.
The specific operating conditions of a plant’s absorber system will depend on the design of the tower, packing characteristics, distributor design, acid flow, mist eliminator efficiency, etc. in addition to the acid concentration and temperature. The optimum operating conditions can be determined by measuring the amount of SO3/H2SO4 leaving the tower or in the case of a final absorber, observing the opacity of the stack. The quality of the stack emissions are observed as the operating conditions are varied. Operating conditions must reach steady state and be held for a period of time before the affects of the new operating conditions are recorded. A systematic program of varying operating conditions and observation will allow the optimum operating conditions to be determined.
